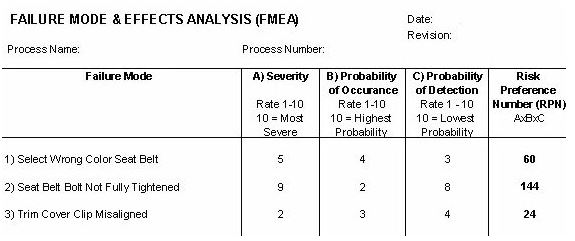
حالت شکست شماره دو دارای RPN 144 است. این موضوع بالاترین اولویت را برای بهبود فرآیند دارد.
در زیر نمونه ای از FMEA ساده شده برای فرآیند نصب کمربند ایمنی در کارخانه مونتاژ خودرو آورده شده است.
حالت شکست و تجزیه و تحلیل اثر نقاط ضعف در طراحی یا فرآیند فعلی را برجسته میکند. این ابزار تلاشهای بهبود مستمر را در مناطقی که بیشترین بازده را ارائه میدهند اولویتبندی و سازماندهی میکند.
ساخت و ساز :
Probability of Detection شانس واقعی ابتلا به نقص را قبل از فرار اندازه گیری می کند. عدد کمتر به این معنی است که شما کنترل های گسترده ای برای تشخیص نقص دارید.
شما از یک مدل FMEA برای اولویت بندی عیوب بالقوه بر اساس شدت، فرکانس مورد انتظار و احتمال تشخیص آنها استفاده می کنید. بسیاری از این ابزار برای مدیریت ریسک مداوم استفاده می کنند.
زمان استفاده از FMEA
شرح:
احتمال وقوع شانس حاد ظاهر شدن حالت شکست را اندازه گیری می کند. عدد بالاتر به معنای شانس بیشتر است.
یک FMEA را می توان در یک طراحی یا یک فرآیند استفاده کرد. شما از آن برای هدایت اقدامات خود برای بهبود طراحی یا استحکام فرآیند استفاده می کنید.
برای بهره بردن از مشتریان خود، می توانید حداکثر اهداف RPN را برای اطمینان از سطح مشخصی از قابلیت فرآیند تعیین کنید. توصیه میکنیم دستورالعملهایی برای ارزیابی مقادیر شدت، وقوع و تشخیص برای ایجاد RPN ایجاد کنید.
راهکارهای تضمین کیفیت رابرت بروتون (805) 419-3344 ایالات متحده آمریکا پست الکترونیک
از این صفحه لذت می برید؟ لطفا آن را فوروارد پرداخت کنید. در اینجا نحوه …
4- پس از تخصیص یک مقدار، سه عدد برای هر حالت خرابی با هم ضرب می شوند تا یک عدد اولویت ریسک (RPN) بدست آید. RPN حالت های شکست را رتبه بندی می کند. بالاترین تعداد، فوری ترین فعالیت بهبود را می طلبد.
3- برای هر حالت خرابی، برای هر یک از شدت، احتمال وقوع و احتمال تشخیص، یک مقیاس 1-10 تعیین کنید.
آیا ترجیح می دهید این صفحه را با پیوند دادن به آن با دیگران به اشتراک بگذارید؟
روی کد لینک HTML زیر کلیک کنید.
آن را کپی و جایگذاری کنید و یادداشتی از خودتان اضافه کنید، در وبلاگ، یک صفحه وب، انجمن ها، یک نظر وبلاگ، حساب فیس بوک خود یا هر جایی که برای شخصی این صفحه ارزشمند است.
2- تحلیل را بر اساس تجربه، مرور، سابقه قبلی و طوفان فکری قرار می دهید. در صورت امکان از داده های واقعی از فرآیندهای جاری و مشابه استفاده کنید. طرحها یا فرآیندهای جدید ممکن است دادههای تاریخی واقعی نداشته باشند. سعی کنید از داده های طرح ها یا فرآیندهای مشابه استفاده کنید.
5- برای پاسخ به RPN بالا اقدامات ضد خطا و poka-yoke را در نظر بگیرید.
شدت آسیب احتمالی که ممکن است به محصول، فرآیند و انسان با استفاده از کالا در صورت بروز خرابی وارد شود را اندازه گیری می کند. عدد بالاتر به معنای آسیب احتمالی بیشتر است.
همانطور که می بینید، سه حالت بالقوه خرابی شناسایی شده است.
1- فرآیند بسیار ساده است و با شناسایی تمام حالت های احتمالی خرابی شروع می شود. حالت خرابی هر چیزی در فرآیند یا محصول است که می تواند باعث نقص، عدم انطباق، مشکل ایمنی یا خرابی شود.
6- پس از آدرس دهی RPN بالا، RPN آن حالت را مجددا محاسبه می کنید. سپس به بالاترین مشکل RPN بعدی رسیدگی می کنید.